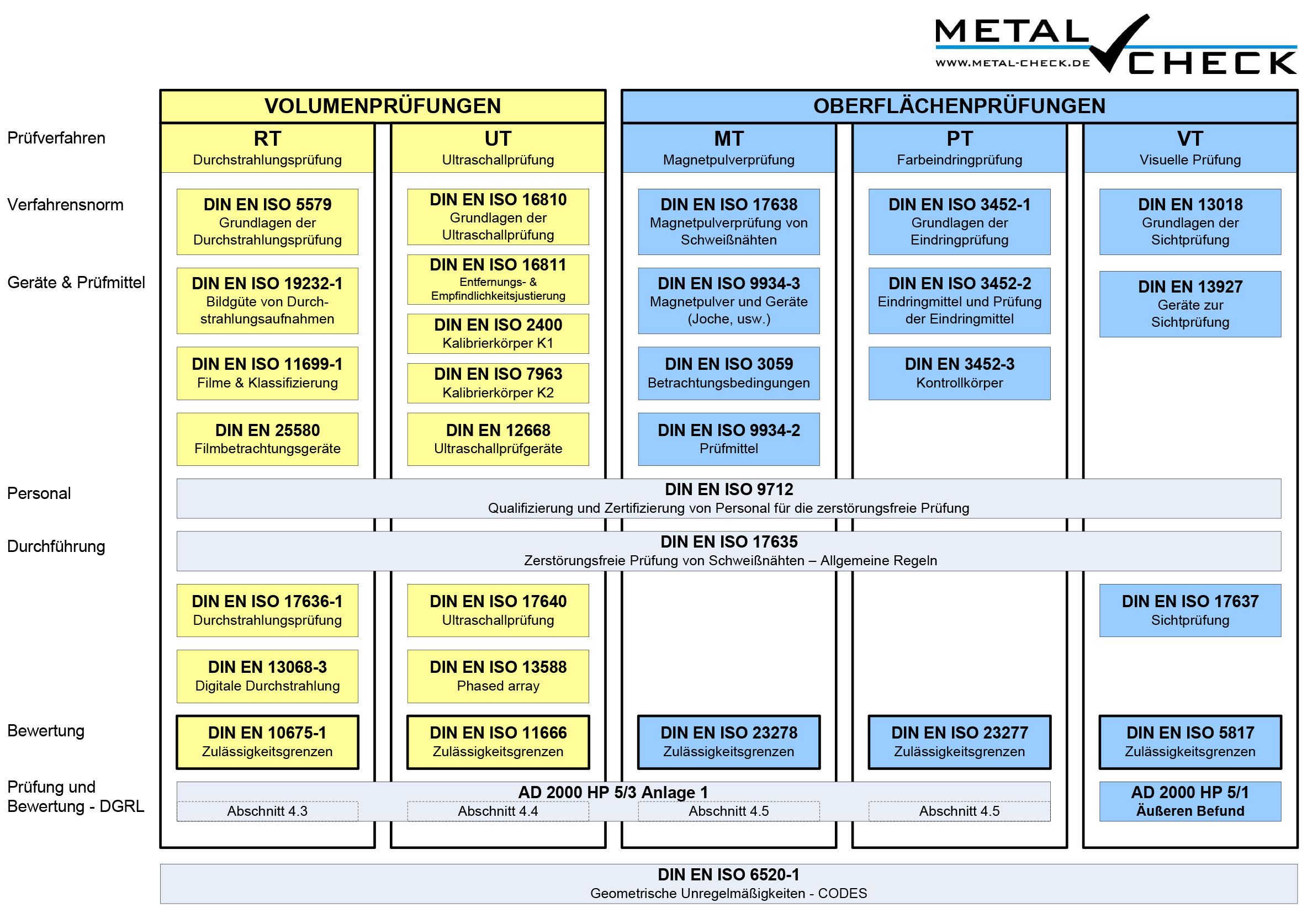
Normenübersicht
Aktueller Stand der Normen für ZfP von Schweißnähten [primär für Stahlwerkstoffe]
In zerstörungsfreien Prüfverfahren werden Werkstoffe, Komponenten oder Systeme geprüft, ohne dass sie dabei beschädigt werden.
Ausgestattet mit modernem Equipment prüfen wir Ihre Bauteile direkt bei Ihnen vor Ort.
Wir sind zertifiziert in folgenden Verfahren:
Sichtprüfung (VT – visual testing Stufe 2 Multisektor)
Magnetpulverprüfung (MT Stufe 2 Multisektor)
Ultraschallprüfung (UT Stufe 2 Multisektor)
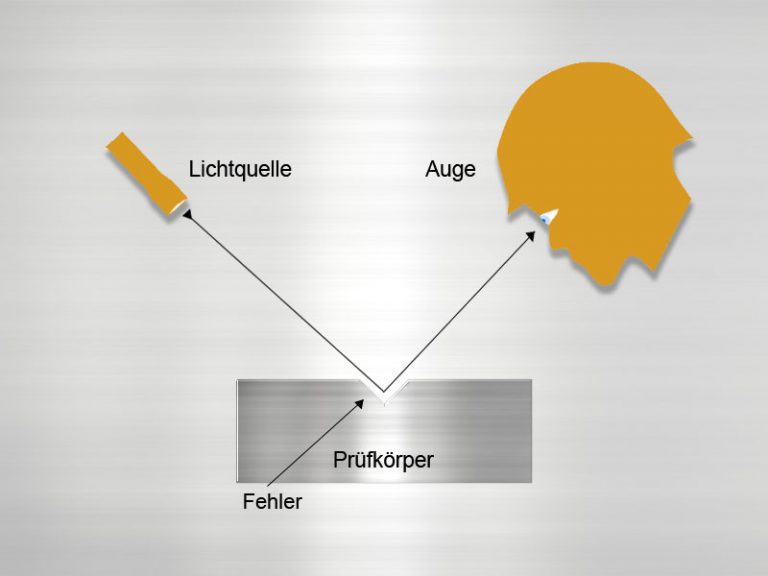
SICHTPRÜFUNG (VT - visual testing Stufe 2 Multisektor)
Bei der Sichtprüfung werden oberflächenbezogene Qualitätsmerkmale gefunden und bewertet. Hierzu werden Gestaltabweichungen oder Abweichungen in der Oberflächenbeschaffenheit eines Produktes mit dem menschlichen Auge oder unter Nutzung optischer Hilfsmittel (z.B. Lupe, Mikroskop, Endoskop etc.) ermittelt. Das visual testing – als am weitesten verbreitetes ZfP-Verfahren – wird vor allen anderen Prüfungen eingesetzt, da hier bereits Erkenntnisse gewonnen werden können, die eine wichtige Voraussetzung für alle nachfolgenden Prüfverfahren sind.
Typische Mängel, die bei der Sichtprüfung entdeckt werden können sind: Mechanische Beschädigung (Kratzer, Risse), Schmutzablagerungen, Montagefehler, Gratbildung, Endkraterrisse und Einbrandkerben, Farbänderungen (Anlauffarben bei z. B. austenitischen Stählen), Oberflächenrauheiten und Ansatzbindefehler.
MAGNETPULVERPRÜFUNG (MT Stufe 2 Multisektor)
MT schwarz/weiß
Die Magnetpulverprüfung – als ein Verfahren der zerstörungsfreien Prüfung – wird zum Nachweis von Rissen in oder nah der Oberfläche von ferromagnetischen Werkstoffen genutzt. Zunächst muss das zu prüfende Werkstück magnetisiert werden. Bei großen Werkstücken ist auch eine Teilmagnetisierung möglich. Durch die Magnetisierung bilden sich magnetische Feldlinien, welche parallel zur Oberfläche verlaufen.
Besitzt das Werkstück Risse oder oberflächliche Fehlstellen, die quer zu den Feldlinien liegen, erzeugen diese ein magnetisches Streufeld. Dieses Streufeld kann mit Hilfe von Eisenpulver nachgewiesen werden. Risse, die parallel zu den Feldlinien verlaufen, erzeugen kein Streufeld und können somit nicht nachgewiesen werden. Ist dies der Fall, dann sind entweder mehrere Prüfungen oder kombinierte Rissprüfverfahren anzuwenden. Weiterhin ist dieses Verfahren nur zur Lokalisation von Materialfehlern bis zu einer gewissen Tiefe einsetzbar.
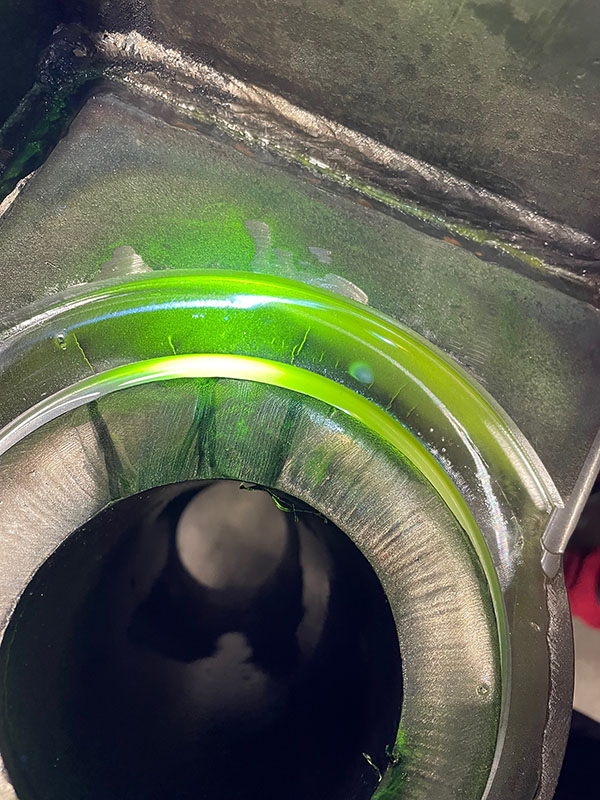
MT fluoreszierend
ULTRASCHALPRÜFUNG (UT Stufe 2 Multisektor)
Die Ultraschallprüfung gehört zu den zerstörungsfreien Prüfverfahren und ist ein akustisches Verfahren zum Auffinden von Materialfehlern. Die hierfür genutzten Ultraschallwellen sind für den Menschen nicht hörbar. Schallwellen breiten sich in unterschiedlichen Medien unterschiedlich schnell aus. Sie werden an Grenzflächen unterschiedlicher Wellenimpedanz teilweise reflektiert oder breiten sich weiter aus.
Auf der Oberfläche des Werkstücks wird ein Koppelmittel (z.Bsp. Kleister, Gel, Öl) aufgetragen. Mittels eines Prüfkopfes, welcher den Ultraschall aussendet und auch empfängt, wird die zu prüfende Oberfläche abgefahren (manuell, mechanisiert oder automatisch). Änderungen der akustischen Eigenschaften an den Grenzflächen werden dann auf einem Monitor sichtbar gemacht. Mit diesem Bild kann dann Lage und Größe des Fehlers (Hohlraum, Einschluss, Risse) bestimmt werden.
Mit Hilfe dieses ZfP-Verfahrens lassen sich Bauteile auch im verbauten Zustand prüfen.